




Mechanical seals are critical to the reliable operation of pumps, compressors, mixers, and other rotating equipment. They prevent leaks, reduce maintenance costs, and improve safety across industries ranging from chemical processing to power generation. At the core of many of these seals are mechanical carbon seal components, which are trusted for their durability, low friction, and versatility.
This article explores what makes carbon such an effective sealing material, the different forms it takes, its advantages and limitations, and how it continues to evolve in modern applications.
Why Carbon?
Carbon has been a preferred material for mechanical seal faces for decades. Its unique properties make it highly suitable for components that endure constant sliding contact under challenging conditions. Unlike metals or plastics, carbon offers:
· Low friction – helping reduce heat generated by seal face contact.
· Self-lubrication – carbon creates a thin lubricating film that minimizes wear.
· Chemical resistance – it withstands exposure to many aggressive process fluids.
· Thermal stability – it maintains integrity under rapid temperature changes.
· Customizability – it can be impregnated with resins or metals to enhance performance.
These features allow mechanical carbon seal components to handle various fluids, pressures, and operating environments.
Types of Carbon Materials Used
Not all carbon is the same. Mechanical seals use specially engineered grades, each tailored for different applications. Common types include:
Resin-Impregnated Carbon
· Impregnated with phenolic or epoxy resins
· Provides low porosity and high strength
· Commonly used in water and light chemical applications
Metal-Impregnated Carbon
· Filled with materials like antimony or copper
· Offers greater strength and improved thermal conductivity
· Ideal for high-pressure, high-temperature environments
Graphite-Based Carbon
· Superior lubricity and resistance to thermal shock
· Often used in dry-running or intermittent lubrication conditions
These engineered materials allow manufacturers to fine-tune performance characteristics for demanding applications.
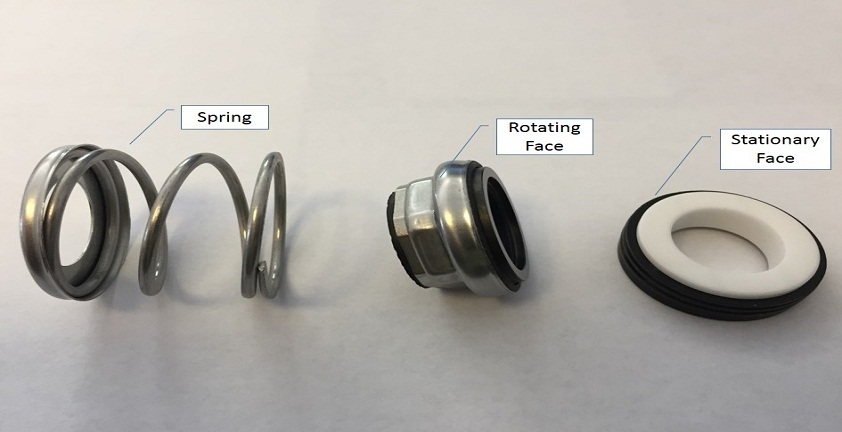
How Mechanical Carbon Seal Components Work
In a mechanical seal, two faces press against each other—one stationary, the other rotating. At least one of these faces is often made of carbon. The material’s self-lubricating nature ensures that even under marginal lubrication conditions, the seal remains functional without catastrophic wear.
The opposing face is usually a harder material, such as silicon carbide or tungsten carbide. Pairing carbon with a harder surface balances durability with reduced friction, resulting in longer seal life.
Advantages of Carbon Seal Components
Mechanical carbon seal components offer several benefits that make them a preferred choice:
· Versatility: Effective in both wet and dry-running applications
· Durability: Resistant to wear, thermal shock, and corrosion
· Energy Efficiency: Low friction reduces power losses in rotating equipment
· Adaptability: Available in custom shapes and sizes to fit diverse equipment designs
· Cost-Effectiveness: Extended service life helps reduce maintenance and downtime costs
Limitations to Consider
While carbon is highly effective, it does have some limitations:
· Brittleness: Carbon can be fragile under impact or misalignment.
· Not Ideal for Abrasives: In slurry or grit-laden environments, carbon may wear faster
· Material Cost: Some impregnated carbon grades can be more expensive than alternatives
Because of these limitations, engineers often assess operating conditions carefully before selecting carbon for a seal application.
Key Applications
Mechanical carbon seal components are widely used in industries where reliability and safety are paramount. Common applications include:
· Chemical processing: Resisting corrosion from aggressive fluids
· Oil and gas: Handling high pressures and temperatures in pumps and compressors
· Power generation: Ensuring turbine and boiler feed pump reliability
· Water treatment: Offering long service life in clean and treated water systems
· Food and pharmaceuticals: Meeting sanitary and hygienic sealing requirements
Innovations in Carbon Seal Technology
Advancements in material science continue to enhance the performance of carbon seal components. Some key innovations include:
· Composite carbons that combine graphite with ceramic or polymer reinforcements
· Advanced impregnations that further reduce porosity and improve chemical resistance
· Coatings and surface treatments that minimize start-up wear and extend seal life
These improvements allow carbon seal components to perform even under harsher operating conditions, meeting the growing demand for reliability and efficiency in modern industries.
The Value of Mechanical Carbon Seal Components
Mechanical carbon seal components may be small, but they are vital. With low friction, chemical resistance, and adaptability, they extend seal life, cut maintenance, and boost reliability. Carbon remains a cornerstone of seal technology as innovations advance—delivering performance and cost-effectiveness across demanding industries.

{kind=link}